бір камералы көлденең вакуумды газ сөндіру пеші




Вакуумдық газды сөндіру дегеніміз не
Вакуумдық газды сөндіру - бұл дайындаманы вакуум астында қыздыру, содан кейін оны салқындатқыш газда жоғары қысыммен және жоғары ағын жылдамдығымен тез салқындату процесі, осылайша дайындама бетінің қаттылығын жақсартады.
Кәдімгі газбен сөндірумен, маймен сөндірумен және тұзды ваннамен сөндірумен салыстырғанда, вакуумдық жоғары қысымды газбен сөндіру айқын артықшылықтарға ие: жақсы беткі сапа, тотығу және карбюрация жоқ; жақсы сөндіру біркелкілігі және дайындаманың шағын деформациясы; сөндіру беріктігінің жақсы басқарылуы және басқарылатын салқындату жылдамдығы; жоғары өнімділік, сөндіруден кейін тазалау жұмыстарын үнемдеу; қоршаған ортаның ластануы жоқ.
Вакуумдық жоғары қысымды газбен сөндіру үшін көптеген материалдар бар, олардың негізгілері: жоғары жылдамдықты болат (кесу құралдары, металл қалыптар, штамптар, өлшеуіштер, реактивті қозғалтқыштарға арналған мойынтіректер), аспаптық болат (сағат бөлшектері, арматуралар, престер), штамптық болат, мойынтірек болат және т.б.
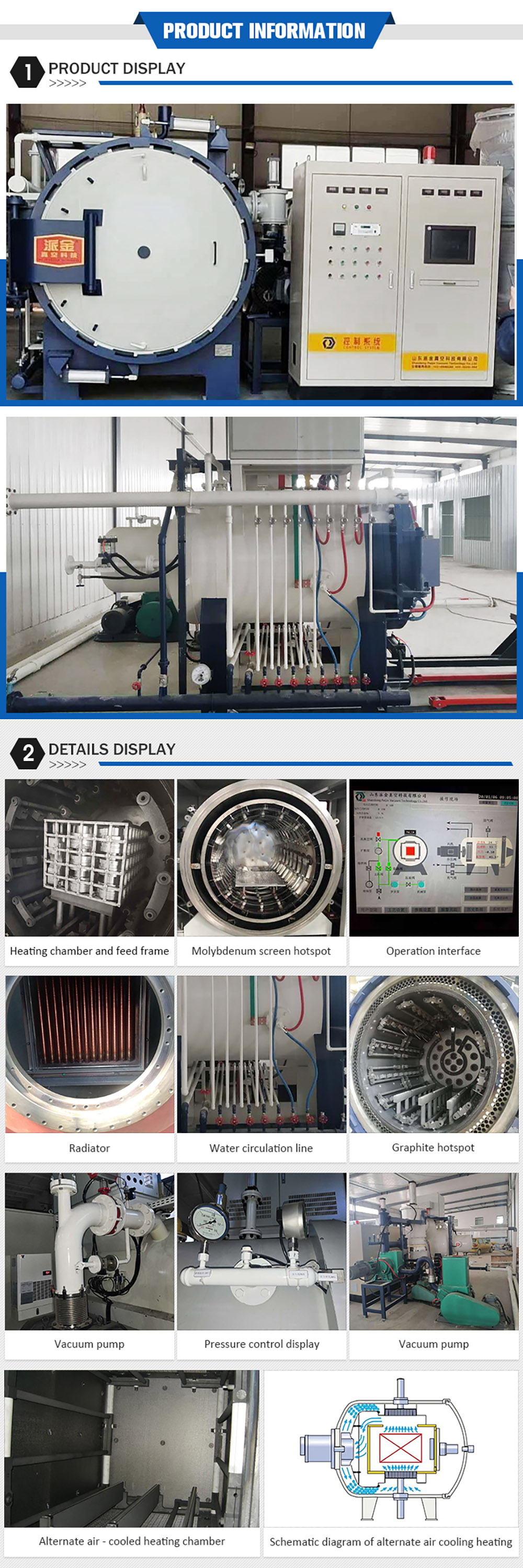
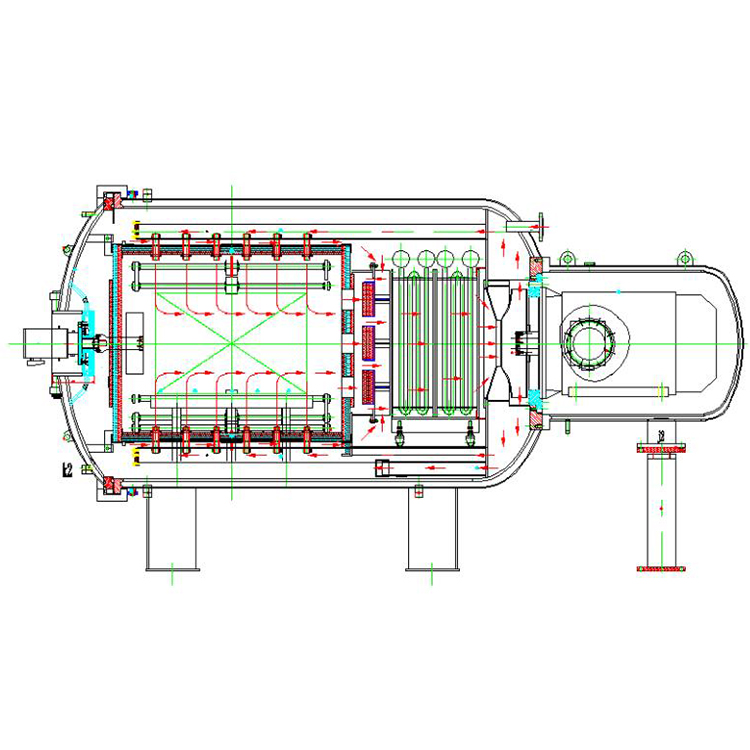
Paijin вакуумдық газ сөндіру пеші - пеш корпусынан, жылыту камерасынан, ыстық араластыру желдеткішінен, вакуумдық жүйеден, газ толтыру жүйесінен, вакуумдық парциалды қысым жүйесінен, электрлік басқару жүйесінен, суды салқындату жүйесінен, газ сөндіру жүйесінен, пневматикалық жүйеден, пешті автоматты түрде беру арбасынан және қуат беру жүйесінен тұратын вакуумдық пеш.



Қолданба
Пайджин вакуумды газ сөндіру пешіболат, жоғары жылдамдықты болат, тот баспайтын болат және т.б. сияқты материалдарды шынықтырумен өңдеуге; тот баспайтын болат, титан және титан қорытпасы сияқты материалдарды ерітіндімен өңдеуге; әртүрлі магниттік материалдарды күйдіру және шынықтырумен өңдеуге жарамды; және вакуумдық дәнекерлеу және вакуумдық күйдіру үшін қолданылуы мүмкін.

Сипаттамалары
1. Жоғары салқындату жылдамдығы:Жоғары тиімді шаршы жылу алмастырғышты пайдалану арқылы оның салқындату жылдамдығы 80%-ға артады.
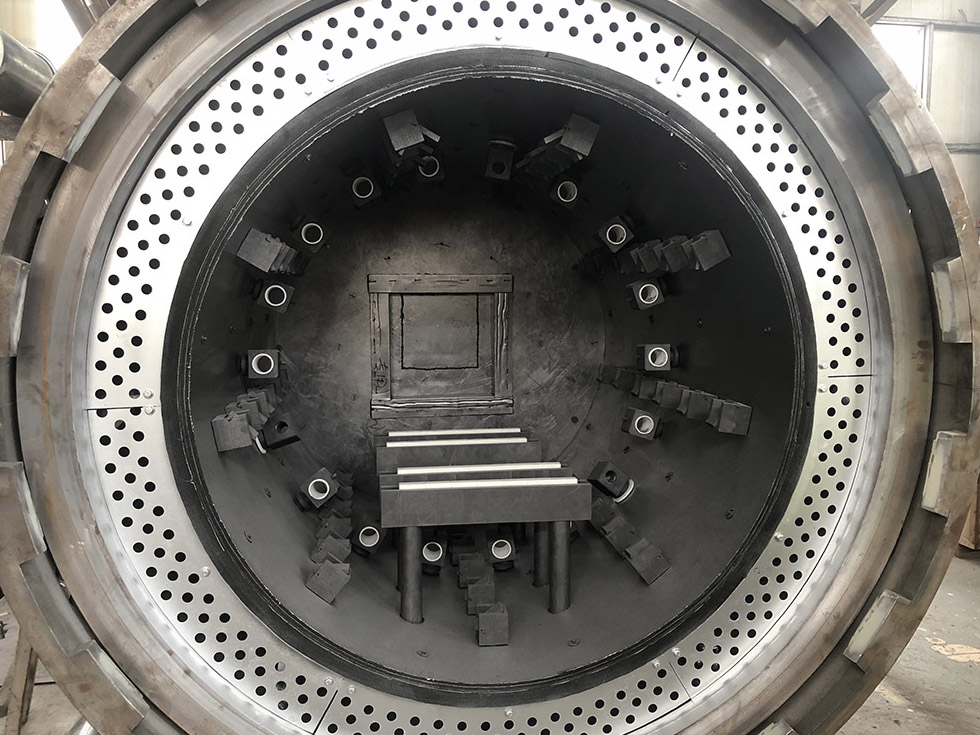
2. Жақсы салқындату біркелкілігі:Ауа форсункалары қыздыру камерасының айналасына біркелкі және шатастырып орналастырылған.
3. Жоғары энергия үнемдеу:Оның ауа форсункалары қыздыру процесінде автоматты түрде жабылады, бұл оның энергия шығынын 40%-ға төмендетеді.
4. Температураның біркелкілігі жақсарады:оның қыздыру элементтері қыздыру камерасының айналасына біркелкі орналастырылған.
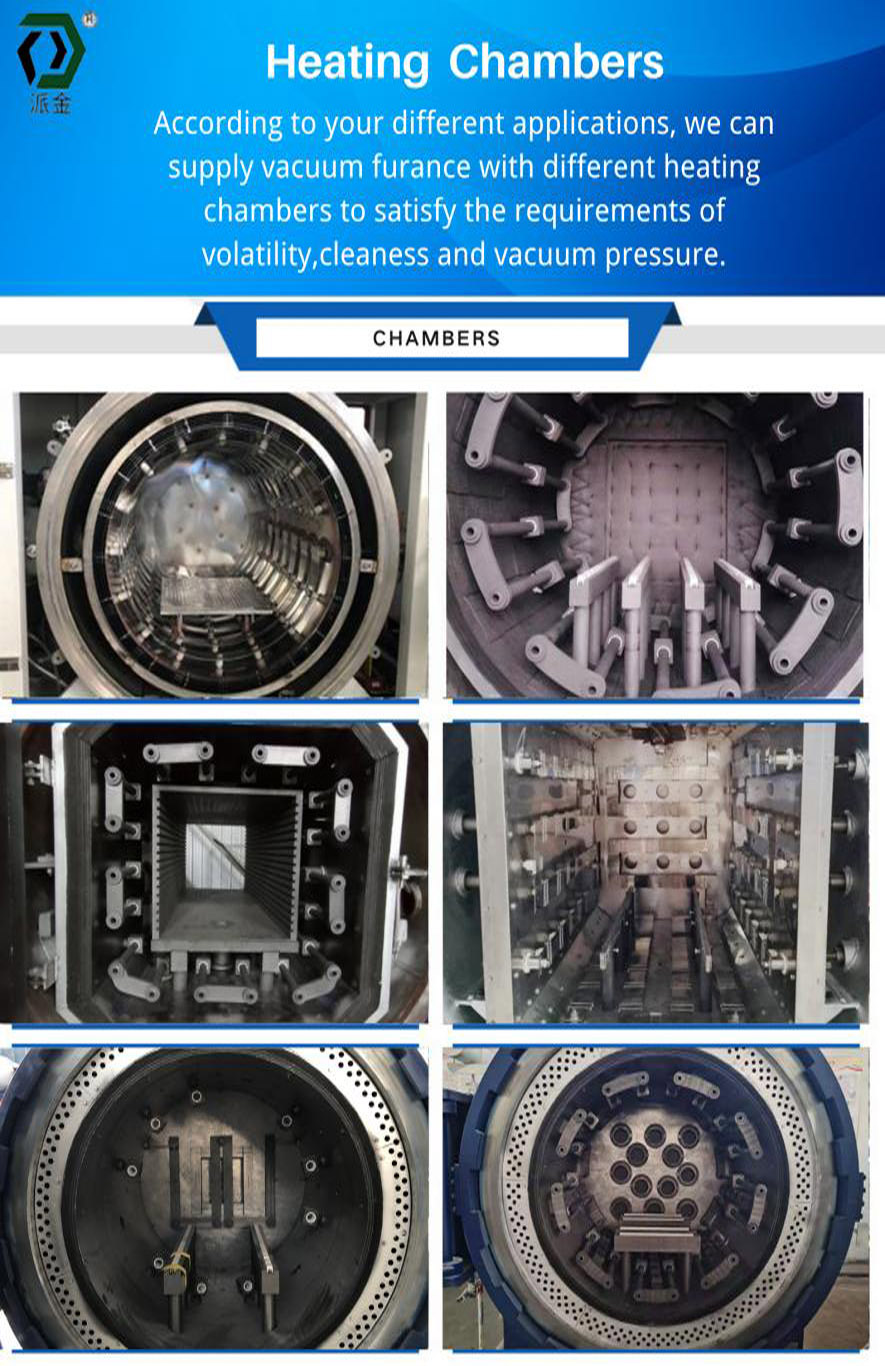
5. Әртүрлі технологиялық орталарға жарамды:Оның жылыту камерасының оқшаулағыш қабаты әртүрлі орталарға жарамды композитті қатты оқшаулағыш қабаттан немесе металл оқшаулағыш экраннан жасалған.
6. Ақылды және процесті бағдарламалау оңай, тұрақты және сенімді механикалық әрекет, автоматты, жартылай автоматты немесе қолмен дабыл қағу және ақауларды көрсету.
7. Жиілікті түрлендіруді басқаратын газды сөндіру желдеткіші, қосымша конвекциялық ауа жылыту, қосымша 9 нүктелік температураны өлшеу, ішінара қысымды сөндіру және изотермиялық сөндіру.
8. Толық жасанды интеллект басқару жүйесімен және қосымша қолмен басқарылатын операциялық жүйемен.
Стандартты модель сипаттамалары және параметрлері
| Стандартты модель сипаттамалары және параметрлері | |||||
| Модель | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Тиімді ыстық аймақтың төменгі сағ (мм) | 500*500 * 700 | 600*600 * 900 | 700*700 * 1100 | 800*800 * 1200 | 900*900*1600 |
| Жүк салмағы (кг) | 300 | 500 | 800 | 1200 | 2000 ж. |
| Максималды температура (℃) | 1350 ж. | ||||
| Температураны бақылау дәлдігі (℃) | ±1 | ||||
| Пеш температурасының біркелкілігі (℃) | ±5 | ||||
| Вакуумның максималды дәрежесі (Па) | 4.0 * E -1 | ||||
| Қысымның көтерілу жылдамдығы (Па/С) | ≤ 0,5 | ||||
| Газды сөндіру қысымы (бар) | 10 | ||||
| Пештің құрылымы | Көлденең, бір камералы | ||||
| Пештің есігін ашу әдісі | Ілмек түрі | ||||
| Қыздыру элементтері | Графит қыздыру элементтері | ||||
| Жылыту камерасы | Графит қатты киіз бен жұмсақ киіздің құрамының құрылымы | ||||
| Газды сөндіру ағынының түрі | Тік ауыспалы ағын | ||||
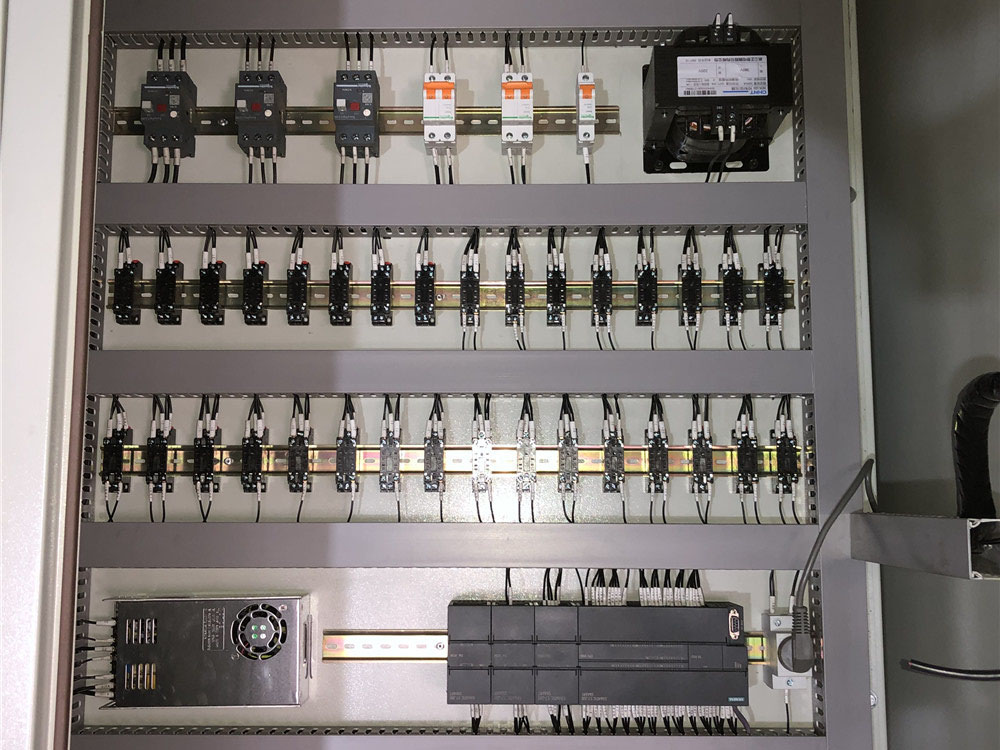
| PLC және электрлік элементтер | Siemens | ||||
| Температура реттегіші | EUROTHERM | ||||
| Вакуумдық сорғы | Механикалық сорғы және тамыр сорғысы | ||||
| Теңшелген қосымша диапазондар | |||||
| Максималды температура | 600-2800 ℃ | ||||
| Максималды температура дәрежесі | 6,7 * E -3 Pa | ||||
| Газды сөндіру қысымы | 6-20 бар | ||||
| Пештің құрылымы | Көлденең, тік, бір камералы немесе көп камералы | ||||
| Есікті ашу әдісі | Топса түрі, көтеру түрі, жалпақ түрі | ||||
| Қыздыру элементтері | Графит қыздыру элементтері, Мо қыздыру элементтері | ||||
| Жылыту камерасы | Графит киізінен жасалған, толығымен металл шағылыстыратын экран | ||||
| Газды сөндіру ағынының түрі | Графикалық айнымалы газ ағыны; Тік айнымалы газ ағыны | ||||
| Вакуумдық сорғылар | Механикалық сорғы және тамыр сорғысы; Механикалық, тамыр сорғылары және диффузиялық сорғылар | ||||
| PLC және электрлік элементтер | Siemens; Omron; Mitsubishi; Siemens | ||||
| Температура реттегіші | EUROTHERM;SHIMADEN | ||||
Сапаны бақылау
Сапа - өнімнің рухы, зауытты таңдаудағы басты мәселе'болашағымыз. Пайджин күнделікті жұмысымызда сапаны ең басымдықты мәселе ретінде қарастырады. Өнімдеріміздің сапасын қамтамасыз ету үшін біз 3 аспектіге көп көңіл бөлдік.
1. Ең маңыздысы: Адам. Адам – әрбір жұмыстағы ең маңызды мәселе. Бізде әрбір жаңа жұмысшы үшін толық оқыту курстары бар және әрбір жұмысшыны белгілі бір деңгейге (кіші, орта, жоғары) бағалауға арналған рейтинг жүйесі бар, әртүрлі деңгейдегі жұмысшылар әртүрлі жалақымен әртүрлі жұмыстарға тағайындалады. Бұл рейтинг жүйесінде ол'тек дағдылар ғана емес, сонымен қатар жауапкершілік пен қателік деңгейі, атқарушы билік және т.б. сияқты көрсеткіштер де маңызды. Осылайша, біздің зауыттағы жұмысшылар өз жұмысында барын салуға дайын. Және сапа менеджменті ережелерін қатаң сақтайды.
2. Ең жақсы материалдар мен компоненттер: Біз нарықтағы ең жақсы материалдарды ғана сатып аламыз, материалды 1 доллар үнемдеу ақырында 1000 долларға түсетінін білеміз. Электрлік компоненттер мен сорғылар сияқты негізгі бөлшектердің барлығы Siemens, Omron, Eurotherm, Schneider және т.б. сияқты бренд өнімдері болып табылады. Қытайда жасалған басқа бөлшектер үшін біз саланың ең жақсы зауытын таңдаймыз және олармен өнім сапасына кепілдік келісімшартына қол қойдық, бұл пеште қолданатын әрбір бөліктің ең жақсы сапалы өнім екеніне көз жеткізеді.
3. Сапаны қатаң басқару: Пеш өндірісі процестерінде бізде 8 сапаны бақылау пункті бар, әр бақылау пунктінде тексеруді 2 жұмысшы жүргізеді және оған 1 зауыт менеджері жауапты. Бұл бақылау пункттерінде сапасын қамтамасыз ету үшін материалдар мен компоненттер, сондай-ақ пештің барлық аспектілері екі рет тексеріледі. Соңында, пеш зауыттан шығар алдында оны термиялық өңдеу тәжірибелерімен соңғы тексеру қажет.